ACFM——起重机角焊缝检测
发布时间:2025-08-20 13:46:05
本次对比实验对起重机角焊缝进行了ACFM缺陷识别验证。
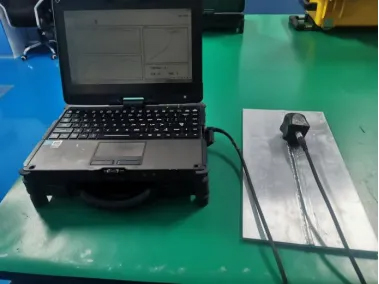
对角焊缝磁粉检测后发现的已知缺陷进行检测,并对焊缝未打磨未作磁粉检测部分隔涂层进行检测。以下是信号图及现场图。

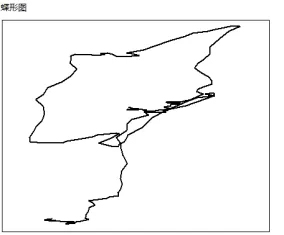
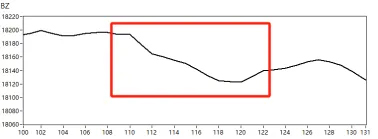
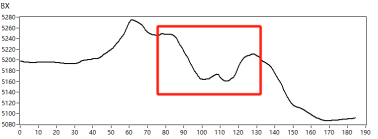
图1 已知焊缝缺陷处
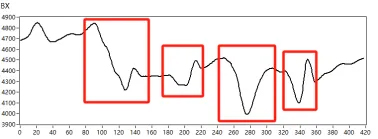
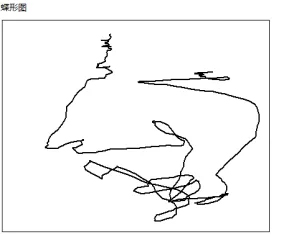
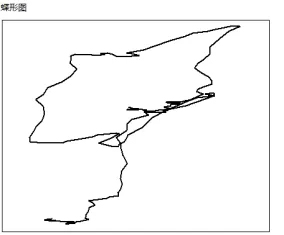
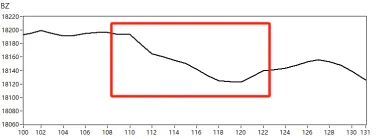
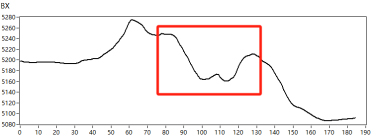
对4处连续缺陷进行扫查,Bx,Bz信号良好能够清晰分辨缺陷,蝶形图闭合,缺陷发现较为明显。
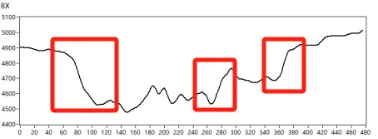
对3处连续缺陷进行扫查,Bx信号,Bz信号能够清晰分辨缺陷。

图2 焊缝未知缺陷处
对角焊缝未打磨部分进行检测,发现6-2和6-3两处缺陷。信号图如下:
6-2处发现一处缺陷Bx信号,Bz信号较好能够清晰分辨缺陷,蝶形图闭合。
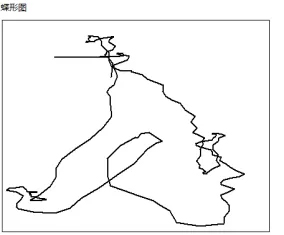
6-3处发现一处缺陷Bx信号,Bz信号较好能够清晰分辨缺陷,蝶形图闭合。
针对起重机角焊缝验证结果来看,角焊缝现场信号进行分析,有以下原因引起检测误区:
(1)结构变化:检测探头在角焊缝上进行扫查时,容易受到焊缝余高等结构异形变化的影响,导致信噪比较低,缺陷信号容易被覆盖。
(2)提离效应变化: 探头与工件表面的距离(提离)对信号幅值和相位影响显著。工件表面不平整、涂层厚度不均匀或操作不稳导致的提离变化会引入难以区分的信号变化,干扰缺陷信号的识别。
为针对上述问题点,进行的改进有:
(1)定制探头:针对角焊缝的结构定制更符合结构及大小的探头,以用于改进提离效应。

信号降噪:针对性对角焊缝扫查进行降噪,减少结构变化及多缺陷叠加对信号的影响。