ACFM在铝制品检测中的应用
一、检测意义:
在工业材料领域,铝及铝合金凭借低密度(仅为钢的1/3)、高强度、耐腐蚀、易加工四大核心优势,成为“轻量化革命”的核心载体,其应用场景已渗透到国民经济的关键领域:
航空航天:大飞机机身、发动机叶片、卫星结构件等核心部件,70%以上采用航空铝合金;
高端制造:LNG船液货舱、装甲车辆车体、汽车发动机缸体等精密构件;
新能源与基建:风电设备机舱罩、光伏支架、跨海大桥铝合金连接件等,对轻量化和耐久性要求极高;
电子与消费品:手机中框、高铁内饰件、医疗器械外壳等,需兼顾精度与安全性。
铝制品在具备这些优势的同时,在检测方面也面临着诸多挑战。铝合金在轧制、焊接、热处理过程中,易产生残余应力、微小裂纹、气孔、分层等缺陷,这些缺陷在服役中会快速扩展,比如航空铝合金的应力腐蚀裂纹可能导致构件断裂,LNG船铝制液货舱的微小气孔可能引发极寒环境下的泄漏风险。因此,针对铝及铝合金的无损检测,不仅是质量管控的“必修课”,更是保障工业安全的“生命线”。

二、铝进行无损检测的难点:
与钢铁等铁磁性材料不同,铝的非铁磁性、低刚度、易变形特性,让传统无损检测技术频频“失灵”:
非铁磁性导致磁粉检测失效:磁粉检测是依赖材料磁性的技术,对铝完全不起作用,直接排除在主流检测方案之外;
表面/近表面缺陷难量化:铝构件的裂纹多为表面或近表面裂纹,传统超声波检测对薄铝板(厚度<5mm)易出现“检测盲区”,渗透检测需打磨表面,且无法量化缺陷深度;
复杂场景适配性差:航空发动机叶片的高温环境(可达300℃)、汽车铝压铸件的复杂内腔,传统检测设备要么精度骤降,要么无法触及,且易造成构件二次损伤。
更关键的是,高端铝制品的缺陷容忍度极低,以航空铝合金为例,残余应力未及时检测消除,会导致加工变形率提升30%以上,零部件报废率增加20%,直接影响航空器安全。这也让铝制品无损检测成为行业“硬骨头”,更凸显了适配技术的重要性。
三、较于传统无损检测,ACFM检测铝技术优势:
1、材料适配:ACFM技术可对所有导电性材料进行检测,适合非铁磁性的铝,而磁粉检测只能检测铁磁性材料。
2、带涂层检测+可提离:可穿透10mm以内的非导电涂层(油漆、阳极氧化、防腐层)直接检测,不用除漆、不用打磨,探头可不直接接触工件,最大提离高度为10mm。磁粉和渗透必须彻底清理表面,耗时、费耗材、易损伤工件。超声必须进行耦合,涂层需全部去除。
3、检测深度:近表面检测能力远超涡流,对于铝试件,ACFM可检测埋深6-8mm处的缺陷。
4.定量能力:ACFM基于电磁场模型,可自动计算裂纹长度(误差±2mm)、深度(误差约20%),可用于寿命评估。
5、环境适应性:ACFM可检测高温(常规350℃,最高可到500℃)、水下、高空、狭小空间,适合在役铝结构(航空、船舶、轨道交通)。
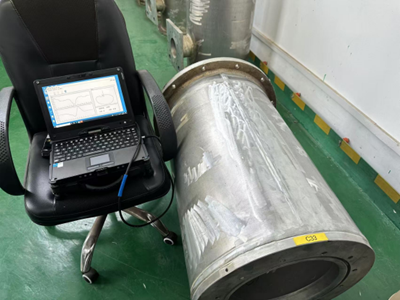
四、检测仪器及使用探头:
检测设备采用国产LKACFM-X2型交流电磁场检测仪,ACFM检测仪如图1左所示,检测探头为标准探头,探头由雷莫线与仪器相连。

五、检测工件及结果
工件图(带有刻槽缺陷):

检测结果示意图:
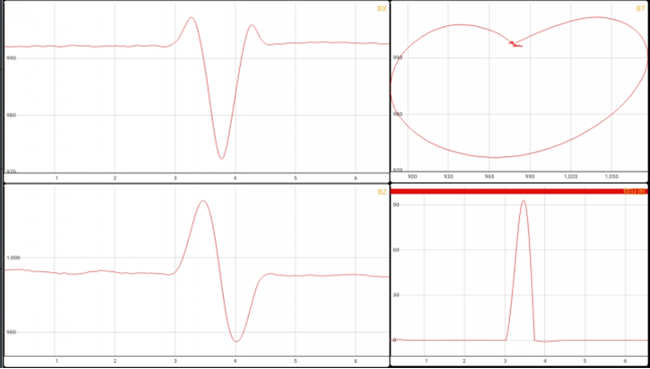
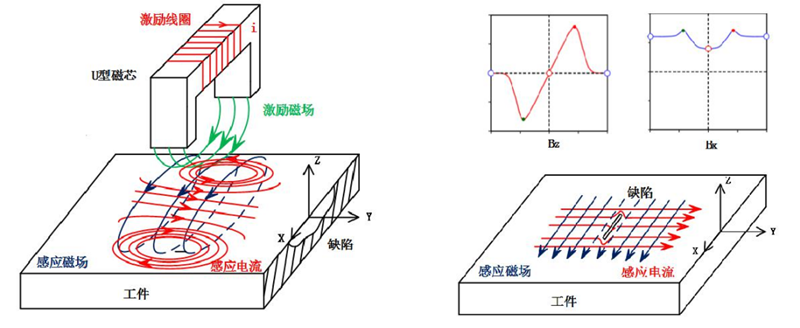
从检测结果来看,Bx有明显的波谷特征,Bz有波峰和波谷,蝶形图闭合成圆形,图像为典型缺陷图像,且无缺陷处近乎于一条直线。对于铝平板缺陷来说,ACFM有很好的检测效果。